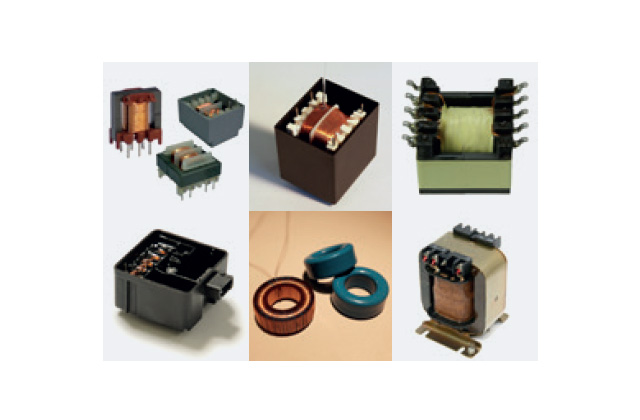
Существующее разнообразие моточных электротехнических изделий с широким спектром применения — трансформаторы, тороидальные и линейные катушки (РИС.1) — имеет общие составляющие компоненты. К ним относятся: каркас, провод, изоляция, контакты. В любом электротехническом изделии качество и надежность всегда будут зависеть от качества исходных компонентов.

Изоляция классифицируется по нескольким типам: межвитковая, межслоевая, межобмоточная, изоляция каркаса. На рынке представлены различные виды материалов для изоляции, но их общая основная задача — обеспечить величину пробивного напряжения и увеличить срок эксплуатации изделия.
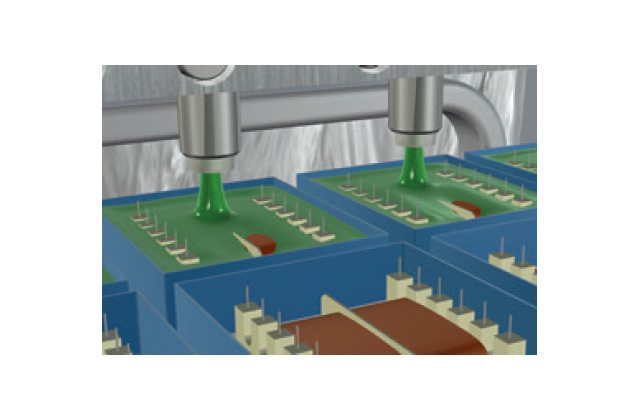
Для широкого спектра моточных изделий создание изоляционного слоя включает либо пропитку изделий, либо их заливку (РИС.2). В большинстве случаев эти процессы могут быть взаимозаменяемыми, но имеют свои технологические особенности и условия применения. В данной статье мы подробно рассмотрим преимущества и недостатки каждого из процессов.
Одним из важных критериев качества изоляционного слоя моточного изделия является его теплопроводность, т. е. способность отводить тепло от более нагретых участков к менее нагретым.
В Таблице 1 и Таблице 2 представлены значения показателей коэффициентов теплопроводности различных материалов.
Таблица 1 Значения коэффициентов теплопроводности материалов, используемых для пропитки моточных изделий
|
Материал |
λ, вт/м∙К |
|
Лак ГФ-95 |
0,168 |
|
Эмаль МЛ-12, дымчатая |
0,178 |
|
Лак МЛ-92 |
0,179 |
|
Эмаль ПФ-115, красная |
0,18 |
|
Эмаль МЛ-12, светлая бирюза |
0,182 |
|
Эмаль ПФ-115, черная |
0,197 |
|
Эмаль МЛ-25, салатная |
0,216 |
|
Лак ВЛ-931 |
0,223 |
|
Эмаль ПФ-115, кремовая |
0,25 |
|
Эмаль ПФ-218Г |
0,374 |
|
Эмаль КФ-19М |
0,412 |
|
Эмаль МЛ-25, серебристая |
1,179 |
Таблица 2 Значения коэффициентов теплопроводности материалов, используемых для заливки моточных изделий
|
Материал |
λ, вт/м∙К |
|
Полиуретановая смола UR5097 |
0,65 |
|
Полиуретановая смола UR5604 |
0,65 |
|
Эпоксидная смола ER2195 |
1,26 |
|
Полиуретановая смола HTSP |
3,00 |
Значение коэффициентов теплопроводности материалов, используемых для заливки изделий, в разы превышает значения коэффициентов теплопроводности материалов для пропитки, что является существенным преимуществом заливочных процессов. При недостаточной теплопроводности электротехническое изделие (например, электродвигатель), находясь в рабочем режиме, перегревается — это ведет к изменению технических параметров, значений сопротивления, уменьшению рабочего ресурса и преждевременному выходу из строя.
Электротехнические характеристики (сопротивление) заливочных компаундов существенно выше, чем у материалов, используемых для пропитки. У трансформаторных изделий это позволяет повысить КПД работы, что является существенным плюсом для потребителей и ресурсом для повышения КПД конечных изделий.
Другой важный критерий, характеризующий изоляционный слой моточного изделия — это защита от механического воздействия, от воздействия химических веществ и негативного влияния окружающей среды (влажность, пыль и т. д). Заливочные материалы более технологичны в плане нанесения защитного слоя для электротехнических изделий.
Например, при пропитке лаком или смолами обмотки электродвигателя максимальная толщина пропиточного слоя составляет
В процессе заливки, применяя двухкомпонентные составы, легко достичь требуемой толщины слоя без каких-либо затруднений (РИС.3). Такие изоляционные покрытия также обладают более высокими защитными свойствами от механического и других воздействий.
Использование процесса заливки сокращает время производственного цикла, позволяет снизить трудозатраты, сократить общее время выпуска готовых изделий и, в конечном итоге, снизить себестоимость выпускаемой продукции. Эти факторы значительно увеличивают конкурентоспособность компании на рынке.
При сравнении процессов пропитки и заливки немаловажным критерием является воздействие на окружающую среду и обеспечение охраны труда персонала.
Вопросы экологичности производства и охраны труда на современных производствах играют важную роль. Если предприятие нарушает законодательство в области экологии и охраны труда, то контролирующие органы вправе приостановить его производственную деятельность до устранения нарушения. Это может означать либо изменение технологии и материалов, либо дозакупку более современного оборудования — и все это может затянуться на месяцы. Такие вынужденные простои, конечно же, негативно влияют на эффективность предприятия.
При пропитке материалами на основе растворителя в окружающую среду испаряется около
Контролирующие органы уделяют особое внимание участкам по производству габаритных электротехнических изделий, поэтому производители вынуждены затрачивать значительные средства на уловители испарений для уменьшения вредных выбросов в атмосферу и обеспечения соответствующих условий труда для сотрудников.
При заливке и работе с двухкомпонентными материалами вероятность загрязнения окружающей среды и непроизводственных потерь минимальна. Также этот процесс более безопасен для сотрудников: если при пропитке электротехнических изделий оператор так или иначе контактирует с пропиточными материалами, то при использовании современных систем заливки на всех технологических операциях прямой контакт исключен.
Также применение операций пропитки требует бóльших по площади производственных помещений, чем при процессе заливки. Это обусловлено следующими факторами:
- процессы пропитки происходят при более высоких температурах;
- возникающие испарения требуют выделенного помещения для обеспечения безопасности персонала;
- габариты установок пропитки (при равной производительности оборудования) значительно превышают размеры машин для заливки.
Все эти факторы влекут за собой дополнительные расходы, влияющие на себестоимость конечных изделий.
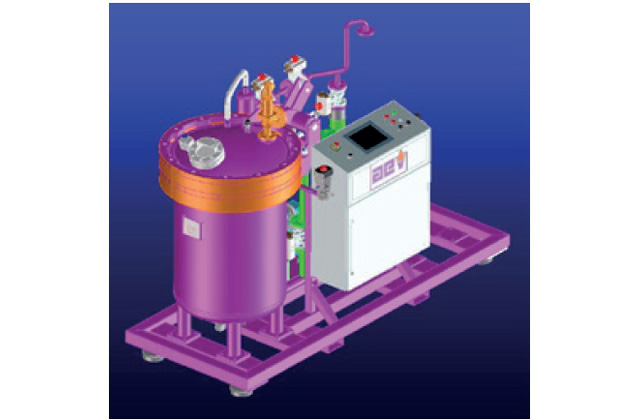
Немаловажным критерием при сравнении процессов пропитки и заливки является оценка затрат на материалы. Для примера сравним расходы на материалы для изоляции катушки электромагнита размером 45 × 40 × 20 мм (Ш × В × Г). Небольшой автоклав (РИС.4) с размером внутренней камеры Ø500 мм необходимо заполнить минимум на 50 мм (высота электромагнита плюс объем на вспенивание лака).
Объем заполнения составит:
V = π × R² × H = 9,8 литра
Даже при таком объеме пропиточной жидкости прямые потери на испарения составят порядка 4500 см3 (4,5 л).
При процессе заливки электромагнит помещается непосредственно в оправку, ограничивающую растекание материала, и заливается ровно настолько, насколько необходимо заполнить оправку плюс небольшая добавка на усадку материала. При расчете затрат на материалы при объеме выпуска партии электромагнитов в 100 штук планируемая экономия только на материале может составить от 30 до 50 рублей на одно изделие при равной базовой стоимости материалов.
Конечно, несмотря на серьезные технологические преимущества для ряда моточных изделий применение заливки нецелесообразно, например, для сверхмощных крупногабаритных трансформаторов для энергетических объектов. К тому же технология пропитки возникла и получила широкое применение существенно раньше — технологам на предприятиях хорошо известен и понятен этот процесс. При выпуске нового изделия требуется минимум времени на отладку режима, а применение новых заливочных материалов требует серьезных организационных затрат, таких как: подготовка оптимального состава материала, отработка технологического процесса, проведение испытаний изделий на воздействие различных внешних факторов, согласование и утверждение материалов с конечными заказчиками. Всё это значительно тормозит замену технологического процесса пропитки на заливку.
Но для большей части моточных изделий замена вакуумной пропитки на заливку технологически обоснована, и все больше производителей электротехнических изделий внедряют этот процесс. Технологический потенциал у заливки существенно выше, что подтверждает опыт ведущих зарубежных компаний, которые применяют заливку как основной способ изоляции изделий.
Технический прогресс не стоит на месте — меняются технологии и условия производства, и к параметрам электротехнических изделий заказчики предъявляют все более жесткие требования, обеспечить которые возможно только с помощью высокотехнологичных процессов. Одним из таковых и является применение заливки в качестве изоляции. Этот процесс имеет ряд неоспоримых плюсов в плане повышения эксплуатационных характеристик изделий: КПД, ресурс работы, защита от механических и других воздействий, этот процесс технологичен и безопасен для персонала и окружающей среды. Разработка и совершенствование заливочных материалов идет быстрыми темпами, их номенклатура постоянно расширяется и совершенствуется. Благодаря этому можно значительно улучшать характеристики изделий, их качество и надежность и обоснованно замещать в моточном производстве процесс пропитки процессом заливки.