Еще в


Сегодня трудно найти отрасли производства, где бы не применялась ультразвуковая сварка. Наиболее активно она используется в автомобильной, электротехнической промышленности, в производстве бытовой электроники, холодильных установок, аккумуляторных батарей, в солнечной энергетике, все чаще ее применяют в специальных отраслях, в том числе авиационно-космической.
Рассмотрим подробнее эту технологию и области ее применения.
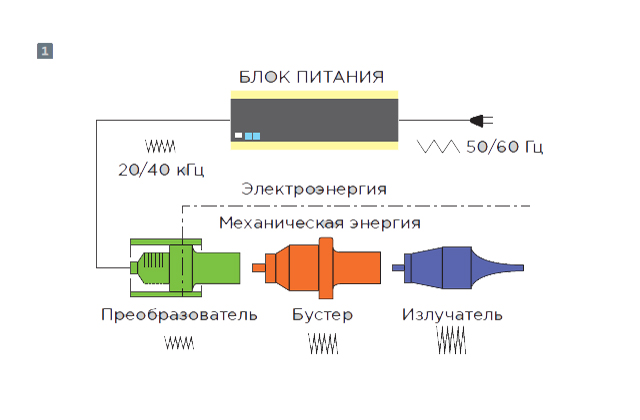
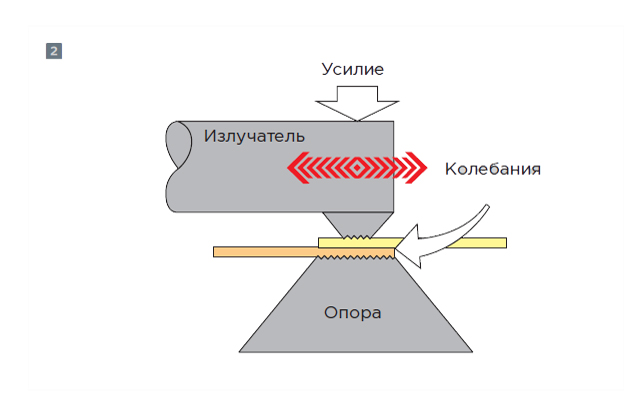
В системах ультразвуковой сварки высокочастотная электрическая энергия преобразуется в механические колебания в преобразователе (рис 1). Частота генерируемого ультразвука составляет от 20 кГц. Ультразвуковая металлическая сварка — это диффузионный процесс в твердом состоянии при одновременном воздействии на свариваемые поверхности высокочастотных колебаний, прижимного давления и теплового воздействия. Высокочастотные колебания, приложенные под нагрузкой, разрушают поверхностные пленки и оксиды, образуя чистое, контролируемое, диффузионное сварное соединение (рис 2). Происходит сухое и чистое трение, в результате которого образуются узлы схватывания. Атомы свариваемых деталей образуют между собой связи, что и создает такое соединение.
Для качественного процесса ультразвуковой сварки важно обеспечить оптимальное соотношение трех ключевых параметров:
- времени — продолжительность воздействия ультразвуковыми колебаниями;
- амплитуды колебаний — величина смещения в процессе колебаний;
- величины прижимного усилия.
У процесса есть ряд существенных преимуществ:
- возможность сваривать поверхности без предварительной очистки. Окислы и другие поверхностные загрязнения очищаются в процессе сварки под воздействием ультразвука;
- возможность сварки тонких материалов и приварки тонких материалов к материалам большой толщины;
- относительно низкие температуры процесса. Нагрев не более чем до 1/3 температуры плавления материалов, не вносящий существенных изменений в физические свойства металлов;
- отсутствие вредных выделений и безопасность процесса для рабочего персонала;
- высокая прочность сварного соединения;
- высокие токопроводящие свойства соединения и низкое переходное сопротивление;
- возможность соединения однородных и разнородных материалов;
- низкая стоимость сварных соединений.
Российские производители жгутовой и другой электротехнической продукции уже оценили все преимущества использования ультразвуковых соединений. Пока эта технология больше применяется в гражданском сегменте, но производители специальной техники также проявляют к ней интерес. Переход на ультразвуковую сварку вполне возможен по ряду видов жгутовой продукции даже несмотря на определенные ограничения в отраслевых и государственных стандартах.
Решения, которые предлагает ГК Остек для ультразвуковой сварки от наших партнеров, компании Branson (Emerson), позволяют технологам в минимальное время подобрать необходимые режимы и параметры (рис 3). Высокие прочностные характеристики, достигающие 70 % от базового материала, позволяют обеспечить высокое качество и надежность жгутового соединения.
О компании Branson-Emerson
В 1942 году Норман Брэнсон (Norman Branson) разработал ультразвуковые решения для использования в промышленности. В 1984 компания Branson стала частью корпорации Emerson. По версии Fortune в 2010 году Emerson заняла
3-е место из компаний электронной индустрии в категории «World’s Most Admired Companies» — «Наиболее авторитетные компании». Направлением ультразвуковой сварки в компании занимаются более 1800 человек. Помимо производственных мощностей в США и Европейском Союзе есть собственные лаборатории и технические центры. Среди клиентов Branson-Emerson такие компании как LEAR, Nissan, Tesla, Sony, Panasonic, Hitachi, Samsung, LG
Одна из запатентованных разработок компании в области ультразвуковой сварки

Приведем примеры использования ультразвуковой сварки для различных решений.
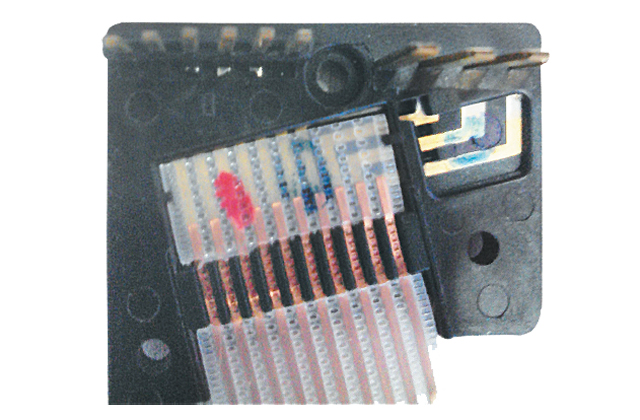
Первый — ультразвуковая сварка ленточного провода с контактными выводами (рис 4).
В журнале «Вектор высоких технологий» № 4 (33)1 мы рассказывали о том, что ленточные провода активно используются в приборостроении. Машина ультразвуковой сварки логично дополняет автоматизированный комплекс лазерной обработки ленточных проводов БАУМ-ЛЗ-50. Заказчик может получить решение не только для обработки ленточных проводов (лазерной зачистки и мерной резки), но и для сварки жил шлейфа с контактами соединителя.
Другой пример использования ультразвуковой сварки — это сварка разнородных материалов. Благодаря этому возможно комбинировать в изделии различные проводные материалы и соединители (рис 5). В T1 представлена совместимость различных материалов. Помимо использования этой информации мы рекомендуем при подборе оборудования проводить тестирование материалов. Это можно сделать в демонстрационном зале Остека или получить тестовое заключение от производителя оборудования вместе с результатами pull-test и peel-test.
Еще один пример: в жгутовом и приборном производстве представлены контакты, соединители и разъемы из различных материалов, поэтому в ряде случаев ультразвуковая сварка может стать хорошей альтернативой традиционной опрессовке и пайке. Возрастающая интеграция жгутов с электронными компонентами, модулями и устройствами также расширяет возможности ее применения.
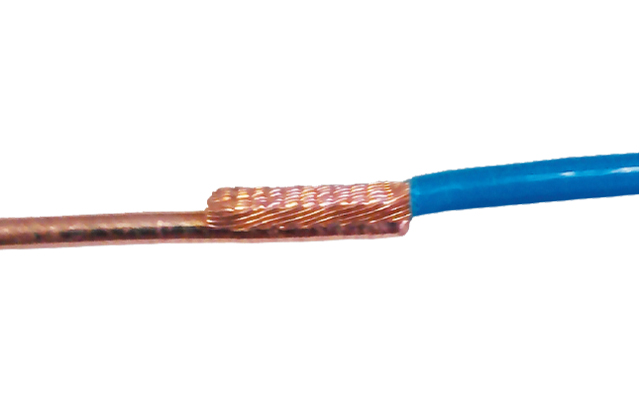
С помощью ультразвуковой сварки можно делать сращивание проводных заготовок с высокими прочностными характеристиками (рис 6).
Такой способ дает широкие возможности разработчикам и конструкторам при проектировании геометрии жгутовых изделий и комбинировании проводных материалов в жгутовом изделии, становится меньше ограничений в технологической реализации конструкторских решений.
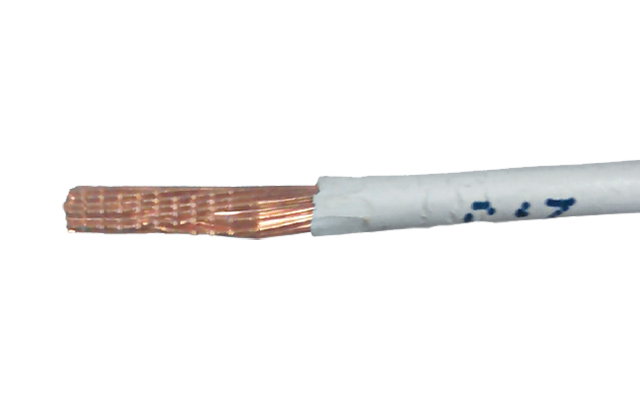
Еще одна возможность повышения технологичности и одновременно снижения массогабаритных характеристик жгутовых изделий — сварка наконечников обработанных проводов, когда жилы провода спрессовываются и свариваются в единое целое (рис 7). Такая сварка позволяет отказаться от контактов и наконечников.
Ультразвуковая сварка жилы провода позволила одному из наших заказчиков обеспечить существенную экономию на контактах для клеммных разъемов без потери в качестве проводного соединения как с точки зрения механической прочности, так и токопроводящих свойств.
Еще одно применение ультразвуковой сварки — производство солнечных элементов, литий-ионных и аккумуляторных батарей, используемых в электромобилях. Для таких изделий важно обеспечить соединение элементов с минимальными значениями переходного сопротивления, поэтому производители по достоинству оценили возможности ультразвука.
Ультразвуковая сварка — это возможность создать прочные соединения с высокими токопроводящими свойствами. Опыт применения технологии в различных отраслях позволяет в короткие сроки обосновать применение ультразвуковой сварки в отраслях специального применения. В ряде зарубежных стандартов, в частности IPC/WHMA-A-620, прописаны критерии контроля качества ультразвуковых сварных соединений. Остек, совместно со своим партнером, компанией Branson, предлагает следующие технологические решения: адаптацию оснастки машин ультразвуковой сварки под конкретные задачи заказчика, экспертное заключение о возможности сварки тех или иных материалов, предоставление результатов тестирования сварных соединений.
| Наименования металлов | Медь | Алюминий | Железо | Никель | Серебро | Другие | |||||||||||||||||||||||||||||||||||||
| 99.9% Cu | Фосфорная медь | Теллуровая медь | Бериллиевая медь | Хромированная медь | Красная латунь | Латунь с низким содержанием цинка | Латунь 70% медь и 30% цинк | Желтая латунь | Освинцованная латунь | Морская латунь | Фосфорная бронза | Алюминиевая бронза | Кремниевая бронза | Чистый 99 % | 0.4% содержание свинца | 0.55% содержание свинца | Железо (мягкое) | Сталь | Чугун | Нержавеющая сталь | Чистый Никель | Сплав Никель-Медь (NiCu) | Сплав Никель-Железо (NiFe) | Сплав Никель-Хром-Железо | Чистое серебро | Серебро 925 пробы | Сплав серебро кадмий | Тантал | Литий | Свинец | Золото | Магниевые сплавы | Титан | Кобальтовые сплавы | Цинковые сплавы | Вольфрамовые сплавы | Платиновые сплавы | Магнитные сплавы | |||||
| Медь | 99.9% Cu | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||
| Фосфорная медь | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||||||||||||||||||||
| Теллуровая медь | |||||||||||||||||||||||||||||||||||||||||||
| Бериллиевая медь | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||||||||||||||||||||
| Хромированная медь | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||||||||||||||||||||
| Красная латунь | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Латунь с низким содержанием цинка | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Латунь 70% медь и 30% цинк | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Желтая латунь | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Освинцованная латунь | |||||||||||||||||||||||||||||||||||||||||||
| Морская латунь | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Фосфорная бронза | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Алюминиевая бронза | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Кремниевая бронза | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Алюминий | Чистый 99 % | X | X | X | X | X | X | X | X | ||||||||||||||||||||||||||||||||||
| 0.4% содержание свинца | |||||||||||||||||||||||||||||||||||||||||||
| 0.55% содержание свинца | |||||||||||||||||||||||||||||||||||||||||||
| Железо | Железо (мягкое) | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||
| Сталь | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||
| Чугун | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | |||||||||||||||||||||||||||
| Нержавеющая сталь | X | X | X | X | X | X | X | X | X | X | X | X | X | X | X | ||||||||||||||||||||||||||||
| Никель | Чистый Никель | X | X | X | X | ||||||||||||||||||||||||||||||||||||||
| Сплав Никель-Медь (NiCu) | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Сплав Никель-Железо (NiFe) | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Сплав Никель-Хром-Железо | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Условные обозначения | Серебро | Чистое серебро | X | X | X | X | |||||||||||||||||||||||||||||||||||||
| Серебро 925 пробы | X | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Отлично | Сплав серебро кадмий | X | X | X | X | ||||||||||||||||||||||||||||||||||||||
| Другие | Тантал | X | X | X | X | X | X | X | |||||||||||||||||||||||||||||||||||
| Хорошо | Литий | X | X | X | X | X | X | ||||||||||||||||||||||||||||||||||||
| Свинец | |||||||||||||||||||||||||||||||||||||||||||
| X | Возможно | Золото | X | X | |||||||||||||||||||||||||||||||||||||||
| Магниевые сплавы | X | X | |||||||||||||||||||||||||||||||||||||||||
| Плохая или неизвестно | Титан | X | X | X | |||||||||||||||||||||||||||||||||||||||
| Кобальтовые сплавы | |||||||||||||||||||||||||||||||||||||||||||
| Цинковые сплавы | X | ||||||||||||||||||||||||||||||||||||||||||
| Вольфрамовые сплавы | |||||||||||||||||||||||||||||||||||||||||||
| Платиновые сплавы | X | ||||||||||||||||||||||||||||||||||||||||||
| Магнитные сплавы | |||||||||||||||||||||||||||||||||||||||||||
Рекомендуем почитать: Лазерная зачистка