Коллекторные электрические двигатели (КД) малой мощности, обладающие хорошими энергетическими показателями и регулировочными характеристиками, находят все большее применение в различных сферах современной жизни. Например, КД используют в автомобильной промышленности, в производстве «белой техники» – стиральные и сушильные машины, пылесосы, в производстве электроинструмента и т. д.
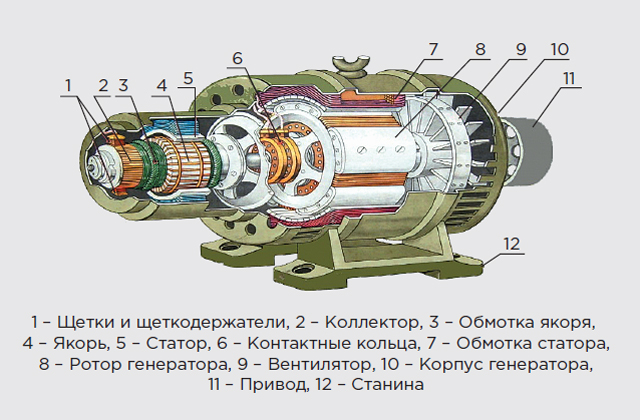




Изготовление КД с применением ручного труда не позволяет достигать их высокого качества и однообразия электромеханических параметров, что важно при массовом производстве. Технологический процесс производства КД должен соответствовать уровню современной технологии, который, прежде всего, обеспечивается необходимыми технологическим оборудованием и оснасткой (рис 1).
К достоинствам коллекторных двигателей можно отнести: компактные размеры, большой пусковой момент, быстроходность и отсутствие привязки к частоте сети, возможность планового регулирования оборотов в очень широком диапазоне: от 0 до номинального значения при изменении питающего напряжения, а также возможность их работы как на постоянном, так и на переменном токе. К недостаткам – наличие коллекторно-щёточного узла (КЩУ), из-за которого КД имеют относительно малую надёжность (срок службы), искрение, возникающее между щётками и коллектором из-за коммутации, высокий уровень шума, большое число деталей двигателя.
Даже в исправном двигателе между щётками и коллектором может возникать искрение, которое довольно сильно нагревает его ламели. А при стачивании щёток до предела и из-за их плохого прижима к коллектору искрение порой достигает кульминационного момента, представляющего собой электрическую дугу. В этом случае ламели коллектора сильно перегреваются и иногда отслаиваются от изолятора, образуя неровность, после чего даже при замене изношенных щёток двигатель будет работать с сильным искрением, выходя из строя. Для решения этой проблемы необходима тщательная конструкторская проработка КЩУ и всего КД с использованием 3D-проектирования, «know how», а также современных материалов.
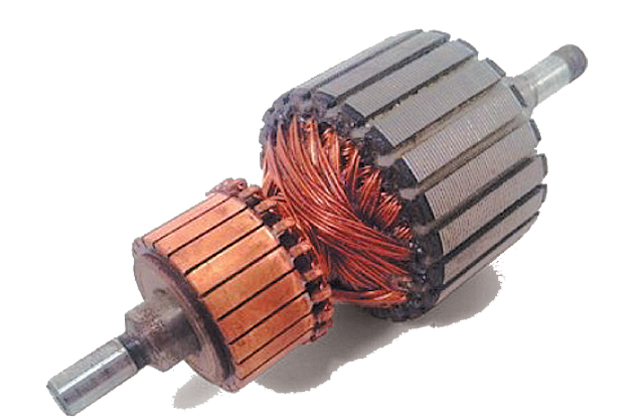
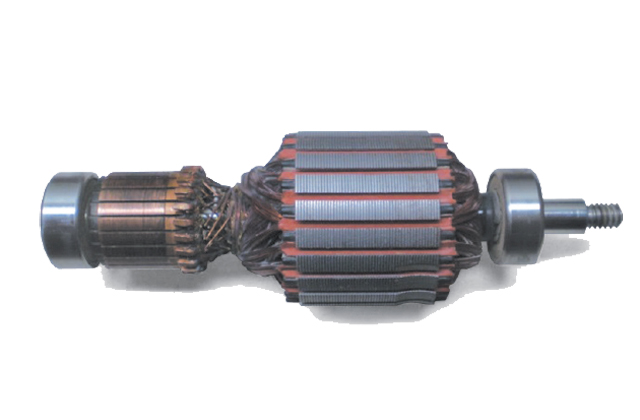
В КД может возникать межвитковое замыкание обмотки ротора (рис 2, 3) или статора (это происходит нечасто), что также проявляется в сильном искрении КЩУ (из-за повышенного тока) или ослаблении магнитного поля двигателя, при котором ротор двигателя не развивает полноценный крутящий момент. Установлено, что 85–95 % отказов КД в работе происходит из-за повреждений изоляции обмоток, распределяемых следующим образом: 90 % межвитковых замыканий и 10 % повреждений и пробоев изоляции на корпус. Кроме того, происходит износ подшипников, деформация стали ротора или статора и изгиб вала. Поэтому при изготовлении КД необходимо подбирать качественные материалы для его деталей и узлов.
Надёжность коллекторного двигателя во много зависит от того, насколько грамотно производители подходят к технологическому процессу его изготовления и сборки. На многих предприятиях России используют ручную сборку КД, в том числе ручную намотку полюсов ротора, ручную прокладку изоляции пазов якоря, проточку коллекторов после намотки и сварки коллекторов. При этом качество КД оставляет желать лучшего: имеется существенный разброс параметров, не достигаются требуемые объёмы производства. А в силу большого количества деталей и узлов КД, а также высоких требований по точности сборки и допускам изготовления отдельных деталей технологический процесс их производства является довольно сложным.
Итальянская компания TEAM S.r.l – успешный европейский производитель автоматических и полуавтоматических линий. Основана в 1998 году в Италии в городе Поджибонси (Poggibonci). TEAM предлагает большой выбор машин и линий для производства и сборки коллекторных и асинхронных электродвигателей.
ТEAM поставляет свои автоматические производственные линии в компании автомобильной промышленности, производителям «белой техники» (холодильники, стиральные машины и т. д.), в компании, производящие электро- и пневмоинструменты.
Среди покупателей продукции компании Brose, Technik fur Automobile, Johnson Electric, Valeo, Crouzet, ELECTROLUX, FESTOOL, BOSCH, STANLEY, Black&Decker, HILTI и многие другие. За последние несколько лет TEAM поставила в Россию четыре большие автоматические производственные линии для изготовления электродвигателей: две линии в Тольятти (рис 4) и две в Калугу.
Сборка КД на автоматических производственных линиях в силу однородности и оптимизации технологического процесса позволяет избежать перечисленных недостатков. Однако стоимость таких линий довольно высока. Подобные капиталовложения можно оправдать только при массовом производстве уровня 350 тыс. – 1 млн двигателей в год. Линии объединяют ряд машин, управляемых с помощью компьютера, для их эксплуатации требуется, как правило, не более 2–3 рабочих. Если технологический процесс отлажен, то эффективность работы линии может достигать 95–100 %, она может эксплуатироваться в 2–3 рабочие смены.
К сожалению, наша промышленность еще не освоила производство таких линий. На предприятиях, в основном, используют отдельные машины для последующей комплектации из них полуавтоматических линий, что ведет к снижению качества готовой продукции. Например, проблема одного из наших заказчиков заключалась в невозможности достижения требуемых допусков при обработке коллекторов роторов КД на существующем оборудовании. По техническому заданию максимальный перепад между ламелями коллектора не должен был превышать 5 микрон, но заказчик не мог обеспечить величину данного параметра ниже 10–12 микрон и обратился к нам за помощью в подборе нового оборудования.
ООО «Остек-ЭТК» для решения таких задач своих заказчиков сотрудничает с итальянской компанией TEAM, которая разрабатывает и производит автоматические линии по производству различных типов электродвигателей, в том числе и коллекторных.
Как уже отмечалось, при массовом производстве КД требования к точности изготовления его элементов и узлов многократно возрастают. Например, для обеспечения высокой повторяемости и точности намотки полюсов ротора КД, сварки выводов полюсов ротора с элементами коллектора ротора согласно электрической диаграмме, последующей проточке и шлифовке коллектора ротора до требуемого в ТЗ размера с точностью до нескольких мкм, балансировки и тестирования готового ротора требуется автоматическая компьютеризированная линия.
Одна из проблем при производстве КД – обеспечение диаметра обработанного коллектора и перепад между ламелями коллектора с точностью до 3–5 мкм. Как правило, такую точность, заложенную в ТЗ, не удаётся обеспечить с помощью полуавтоматических машин, объединённых в линию. По результатам тестовых испытаний готовых роторов КД, изготовленных на автоматических линиях компании TEAM, требуемая точность обеспечивается практически в 100 % случаев.
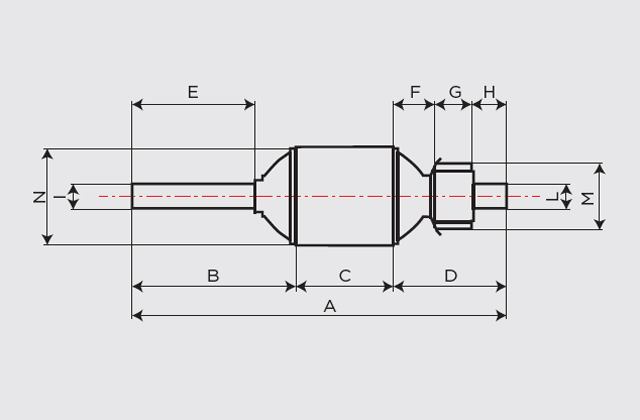
Для примера приведем состав линии производства компании TEAM для изготовления роторов коллекторных двигателей для исполнительного механизма рулевой колонки автомобилей. На линии изготавливают два типа роторов в широком диапазоне размеров. Переналадка линии занимает всего несколько десятков минут, производительность составляет до 2000 роторов в смену.
Таблица 1 Значения пределов размеров роторов, которые могут изготавливаться на рассматриваемой линии TEAM
|
Значение |
Минимальное, мм |
Максимальное, мм |
|
A |
45 |
270 |
|
B |
15 |
- |
|
C |
8 |
70 |
|
D |
22 |
- |
|
E |
7 |
- |
|
F |
8 |
- |
|
G |
8 |
45 |
|
H |
6 |
- |
|
I |
3 |
15 |
|
L |
3 |
15 |
|
M |
8 |
45 |
|
N |
15 |
85 |
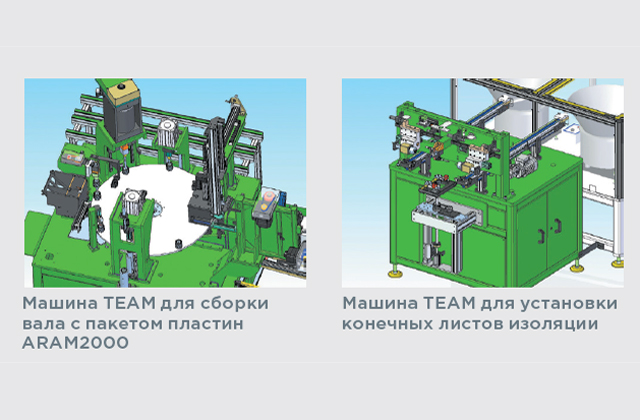
Линия выполняет следующие операции:
- сборку вала ротора с пакетом пластин якоря;
- установку конечных листов изоляции якоря;
- укладку пазов изоляции якоря;
- установку коллектора на вал ротора;
- намотку полюсов якоря и сварки его выводов с коллектором ротора;
- финишную обработку коллектора;
- балансировку ротора;
- тестирование готовых роторов.
Рамы машин, входящих в линию, изготовлены из высококачественной стали (электроплавка стали, упрочняющая прокатка швеллеров в вальцах).
Сегодня в ООО «Остек-ЭТК » поступает много запросов на поставку высококачественного оборудования для изготовления коллекторных двигателей. При необходимом объёме выпуска электродвигателей на уровне 350 тыс. – 1 млн двигателей в год – а такие объёмы реально востребованы нашей промышленностью – не существует другой альтернативы, кроме автоматических производственных линий, которые способны выпускать продукцию самого высокого качества с однородными электромагнитными и механическими параметрами. Наш партнер, компания TEAM, разрабатывает и изготавливает такие линии, обеспечивая качество оборудования и продукции, удовлетворяющее самые высокие требованиям заказчиков.
Рекомендуем почитать: Термоусадка трубок