С каждым годом количество окружающих нас электрических машин растет. Они используются как дома, в составе многочисленных кухонных помощников, стиральных машин, пылесосов, дрелей, вентиляторов, так и за пределами жилища – это электромобили, электропоезда, насосы, автоматизированные ворота, различного рода роботизированные и энергетические системы. И это способствует росту потребности рынка в электродвигателях всех типов. А количество обязательно должно переходить в качество, и об этом нельзя забывать. Конкуренция на данном рынке очень высока – стоит один раз ошибиться, и клиент уже ищет альтернативного поставщика.

Многие российские производители давно работают на электротехническом рынке и предлагают широкий ассортимент качественной продукции, а некоторые только недавно откликнулись на данную потребность и начали как производство стандартных, так и разработку специальных моделей электромашин. Следствием стало увеличившееся количество запросов в Остек-ЭТК на поставку технологического оборудования для намотки статоров и роторов всех мощностей.
Наибольшей популярностью у наших клиентов пользуются общепромышленные асинхронные двигатели с присоединительными размерами по российскому стандарту ГОСТ (серия АИР) и европейскому DIN (серия АИС). В статье будет описан процесс автоматизированного производства статоров подобных машин.
Как известно, самые распространенные причины появления электрической неисправности у электродвигателей всегда связаны с обмоткой. И если сам процесс намотки катушечных групп, как правило, автоматизирован в том или ином виде, то многие технологические операции — изолирование пазов, укладка катушечных групп, заклинивание пазовых крышек и т. д. — осуществляются вручную. Из-за этого процесс сборки статоров является крайне трудоемким, а человечески фактор существенно влияет на показатель брака. Для минимизации влияния этих слабых сторон ручного труда специалисты Остек-ЭТК рекомендуют использовать разработки нашего партнера FASP Srl.
В качестве примера приведем процесс производства статоров типоразмеров АИС
Клиент поставил комплексную задачу: требуется автоматизированная линия, предназначенная для производства статоров низковольтных и высоковольтных двигателей с максимальным внутренним диаметром 140 мм и внешним диаметром до 220 мм. Оборудование должно быть оснащено динамической производственной системой DPS1 Dynamic Production System 1, которая способна оптимизировать производственные процессы, управляя различными рабочими этапами с использованием последовательности (последовательное производство статоров различных типоразмеров), а также сокращать до минимума время остановки станков для смены оснастки. Таким образом, новый технологический участок должен обеспечивать возможность сборки небольших партий различных типов статоров, отличающихся продольным размером сердечника (от 50 до 250 мм), количеством витков в катушках, числом параллельных проводников в пряди (до 30 шт.) и их диаметром, длиной выводов (до 800 мм), без остановки производственного процесса для смены инструмента и иметь производительность до 40 изделий в час. И, конечно, выполнять еще одно современное обязательное требование: процесс изготовления каждого статора должен точно прослеживаться на протяжении всего производственного процесса с сохранением информации о задействованных операциях, времени обработки и используемых материалах.
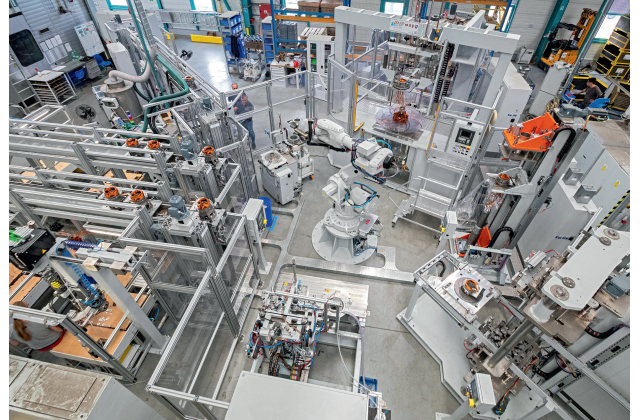
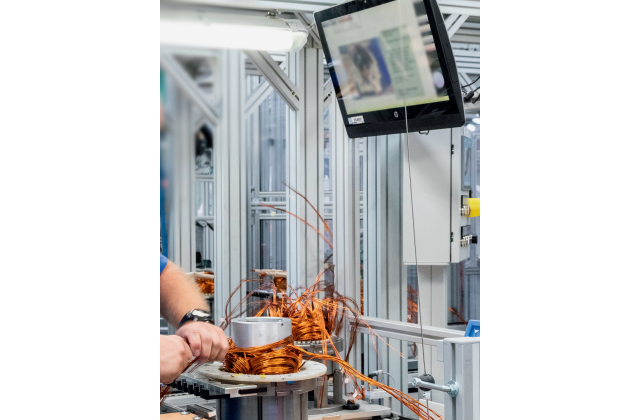
Для решения поставленной задачи был разработан и изготовлен роботизированный комплекс по производству статоров, включающий механизмы саморегулирования на различных этапах (Рис 1). Гибкость линии обеспечена автоматизированной системой DPS1, разработанной специалистами FASP, которая автоматически управляет всеми этапами производства статоров и позволяет машинам автоматически изменять количество используемых параллельных проводов, а также параметры конфигурации катушечных групп — размеры катушек и количество витков. Планировщики задач, разработанные для помощи операторам, повышают их производительность и эффективность внутрицехового управления. Направляемые на стойки управления данные обеспечивают сотрудников мгновенным и непрерывным инструктажем и обучением (Рис 2).
FASP Srl. — это итальянская промышленная компания, разрабатывающая технологические системы различного уровня для производства электродвигателей: от автономных станков до комплексных систем и реализации полностью автоматизированных линий «под ключ». Благодаря опыту, накопленному за почти 40 лет непрерывной деятельности, FASP является приоритетным партнером для основных производителей электродвигателей, работающих в таких областях, как: энергетические генераторы, промышленная и домашняя автоматизация, лифты, комплектующие для автомобилей и электромобилей, погружные и электрические насосы.
При построении линии использовались следующие технологии:
- FTW Free Twist Wires: технология намотки на вращающуюся регулируемую оправку, которая позволяет получать прецизионную катушечную группу, характеризующуюся отсутствием скручивания и пересечения проводов в пряди;
- HPCIS High Performance Coil Insertion System: технология плотной укладки обмоток в пазы, с помощью которой можно достичь коэффициента заполнения паза статора в пределах
80-85 %.
Объединение технологий FTW и HPCIS позволило устранить распространенную проблему скручивания обмоток при работе с большим количеством параллельных проводов, как следствие, повысилась эффективность работы оборудования. И, наконец, внедрение процесса фиксации свободных выводов катушек дало возможность увеличить их максимальную длину до величины в 800 мм, а также предотвратить спутывание между собой и попадание в рабочие узлы линии при выполнении последующих технологических операций.
Система прослеживаемости призвана следить за каждым изделием на протяжении его изготовления. Идентификация статоров осуществляется с помощью радиочастотных RFID-меток, установленных на поддонах, транспортирующих статоры. Также возможно использование двумерного матричного кода DataMatrix, наносимого непосредственно на изделие. Таким образом, маркировка каждого статора позволяет гибко управлять процессом его производства, а также записывать или считывать информацию о пройденных операциях.

Результат внедрения автоматизированной линии:
- Сокращение процента брака из-за неправильного обращения с выводами примерно на 80 %.
- Повышение эффективности производства (OEE Overall Equipment Effectiveness) до уровня свыше 85 %.
- Сокращение времени производства изделий.
- Повышение точности и повторяемости процессов.
- Удобство использования оборудования и инструментов.
- Расширенное обучение и постоянная помощь операторам благодаря учебным пособиям на местах.
- Постоянный контроль над процессами со стороны руководства.
- Улучшение эргономики рабочих мест операторов, а именно: освещенности, вентиляции, гибкости, безопасности и охраны здоровья благодаря установке стационарных (освещение, вентиляция) и передвижных (тележки для оборудования, корзины для отходов) систем.
Описанное решение обладает высоким уровнем автоматизации производственных процессов и, как следствие, обеспечивает высокую эффективность (Рис 4).
Если задача ставится иначе, например, не требуется существенно увеличить программу выпуска изделий, то достаточно будет ограничиться полуавтоматами для выполнения операций, обслуживаемых роботом-манипулятором. За логистику между процессами в этом случае будет ответственен человек или конвейерная система.
Современная технология сборки статоров электрических машин, показанная на примере внедрения автоматизированной линии для производства статоров низковольтных и высоковольтных двигателей, значительно увеличивает эффективность производства и качество выпускаемых им изделий.
Рекомендуем почитать: Термоусадка трубок